Metal-Matrix-Composites for Lighter Weight Designs
Highly Loaded Al MMCs contain SiC particle contents of 40 Vol% and greater. Matrix alloy selection is based on specific manufacturing and application requirements. AA6091 is selected to maximize forgeability, AA6092 for maximized strength in the billet form, and 6063 for high thermal conductivity. Minimum Coefficient-of-Thermal-Expansion (CTE) and maximum elastic modulus are the material property objectives of highly loaded Al MMCs.
Highly Loaded Al MMCs are powder metallurgy Al MMCs comprised of AA6091, AA6092 or AA6063 aluminum and either 40, 44 or 50 Vol% Silicon Carbide particles. They are available in vacuum-hot-pressed billet, extruded, and forged product forms.
- CTE equivalent to Be and Cu-W
- Elastic modulus 2-2.5X conventional aluminum
- Aluminum thermal conductivity
TYPICAL AND MINIMUM MECHANICAL PROPERTIES FOR EXTRUSION AND FORGINGS
| 6091 & 6092/SiC/40p-T6 Density= 0.1054 lb/in3 |
F, ty ksi |
F, tu ksi |
elong. % |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 6091/SiC/40p-T6 Extrusion, 3in2 Closed Die Forging, 6in |
Typical L, LT | 62 | 78 | 1.9 | ||||||
| 6092/SiC/40p-T6 Extrusion, 3in2 |
Typical L, LT | 75 | 82 | 1.5 | ||||||
| Minimum Properties | Minimum L, LT | 55 | 65 | 1 | ||||||
| Notes: 1) Young's Modulus is typically 20 msi in both the L and LT orientations. 2) Coefficient-of-Thermal-Expansion (CTE) is typically 6.7 ppm/°F. 3) Typical Rockwell B hardness is 86-88. |
||||||||||
TYPICAL AND MINIMUM MECHANICAL PROPERTIES FOR EXTRUSION AND FORGINGS
| 6091 & 6092/SiC/40p-T6 Density= 2.92 g/cm3 |
F, ty MPa |
F, tu MPa |
elong. % |
|||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 6091/SiC/40p-T6 Extrusion, 19.4cm2 Closed Die Forging, 152mm |
Typical L, LT | 427 | 538 | 1.9 | ||||||
| 6092/SiC/40p-T6 Extrusion, 19.4cm2 |
Typical L, LT | 517 | 565 | 1.5 | ||||||
| Minimum Properties | Minimum L, LT | 379 | 448 | 1 | ||||||
| Notes: 1) Young's Modulus is typically 138 GPa in both the L and LT orientations. 2) Coefficient-of-Thermal-Expansion (CTE) is typically 12.1 ppm/°C. 3) Typical Rockwell B hardness is 86-88. |
||||||||||
MATRIX ALLOY CHEMICAL COMPOSITION FOR 6091 & 6092/SiC/40p
| 6091 & 6092/SiC/40p Density= 0.1054 lb/in3 (2.92 g/cm3) |
|||||||||||||
| Al | Cu | Mg | Si | Fe | Zn | Ti | Ni | Cr | Mn | O | Other, Each |
Others, Total |
|
| 6091 | Bal | 0.15- 0.40 |
0.8- 1.2 |
0.40- 0.8 |
0.7 max |
0.25 max |
0.15 max |
-- | 0.15 max |
0.15 max |
0.050- 0.50 |
0.05 max |
0.15 max |
| 6092 | Bal | 0.7- 1.0 |
0.8- 1.2 |
0.40- 0.8 |
0.30 max |
0.25 max |
0.15 max |
-- | 0.15 max |
0.15 max |
0.050- 0.50 |
0.05 max |
0.15 max |
| Notes: 1) Compositional limits shown as weight percent (wt%). 2) Silicon carbide particle content shall be maintained at 40 ±1.0 Vol%. |
|||||||||||||
The CTE of Al MMCs decreases with increasing volume loading. At a 40% SiC content, Al MMC CTE is equivalent to Beryllium. At a 50% SiC content, Al MMC CTE begins to approach that of far heavier electronic packaging materials such as Copper-Tungsten (Cu-W).
| SiC Vol% | CTE ppm/°C | CTE ppm/°F |
|---|---|---|
| 0p | 23.4 | 13.0 |
| 17.5p | 16.6 | 9.2 |
| 25p | 13.8 | 7.7 |
| 40p | 12.1 | 6.7 |
| 44p | 11.7 | 6.5 |
| 50p | 9.6 | 5.3 |
Al MMC Coefficient-of-Thermal-Expansion (CTE) as a Function of SiC Particle Loading

Case Studies
Fielded Applications
DWA-USA specializes in new aluminum-based powder metallurgy materials and applications development. We serve our customers throughout the entire development cycle, whether it be an upgrade to an existing design or starting from the ground up. Our track record for transitioning prototyping efforts to real world serial production is unparalleled.
View our Case StudiesDensity Adjusted Properties of Aluminum MMCs Compared to Steel, Titanium and Aluminum
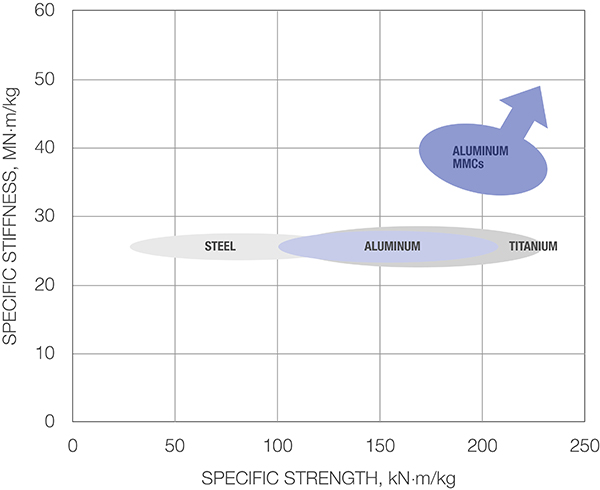
One of the clear advantages of Al MMCs compared to conventional metallic materials is greatly enhanced strength and stiffness. These property gains are achieved without impacting material density, so the specific properties of Al MMC are dramatically increased. Al MMCs are also isotropic composite materials. Their design space is not dependent on reinforcement orientation.


DWA Aluminum Composites
Aluminum Metal-Matrix-Composites Manufacturing
The Al MMC manufacturing process can be divided into three elements- primary processing, secondary processing and finishing. Unlike other composite materials, after primary processing of the billet, Al MMCs offer a high level of “fit, form and function” when inserted into the industrial manufacturing stream, making use of conventional facilities and equipment.
Learn MoreReach out and learn more
Contact Us
Thank you for your interest. To contact us, please fill out and submit the form below. One of our staff will be in touch with you shortly.
Phone Number
818.998.1504Address
21100 Superior St
Chatsworth,
CA
91311